
Beskyttelsesgasser til MIG-sveising for bilindustrien
I bilindustrien har aluminium en viktig rolle på grunn av den vektreduksjonen som kan oppnås og korrosjonsbestandigheten. Det brukes delvis komplekse aluminiumslegeringer som stiller spesielle krav til sveiseprosessen. Beskyttelsesgassen må velges riktig og er avgjørende for å oppnå et perfekt og reproduserbart resultat
- MIG-sveising (metallisk inertgassveising) i industriell anvendelse – god automatiserbarhet, høy smelteeffekt og sveisehastighet
- Slik fungerer MIG-sveiseprosessen
- MIG-sveising (metallisk inertgassveising) av ikke-jernholdige metaller – prosessgassers viktige rolle
- ARCAL 31 N – prosessgass for høyverdig lysbuesveising av NE-metaller
- Passende trykkregulatorer for MIG-sveising (metallisk inertgassveising)
- Opplæring og praktiske seminarer for ulykkesfri og sikker arbeid med MIG-sveiseprosessen
Metallisk inertgassveising i industriell anvendelse – god automatiserbarhet, høy smelteeffekt og sveisehastighet

MIG-sveising (metall-inertgassveising) er en av de mest kjente sveiseformene og brukes hovedsakelig i industrien, spesielt i bilindustrien. Ved MIG-sveising (metall-inertgassveising) er det først og fremst kvalitet og produktivitet som står i fokus.
Prosessen utmerker seg ved høy automatiserbarhet, høye sveisehastigheter og høy smelteeffekt, samt sikring av høy kvalitet.
Bruk av prosessgasser kan ha avgjørende innvirkning på lønnsomhet, produktivitet og produktkvalitet. De fysiske og kjemiske egenskapene åpner for en rekke muligheter for besparelser og forbedringer.
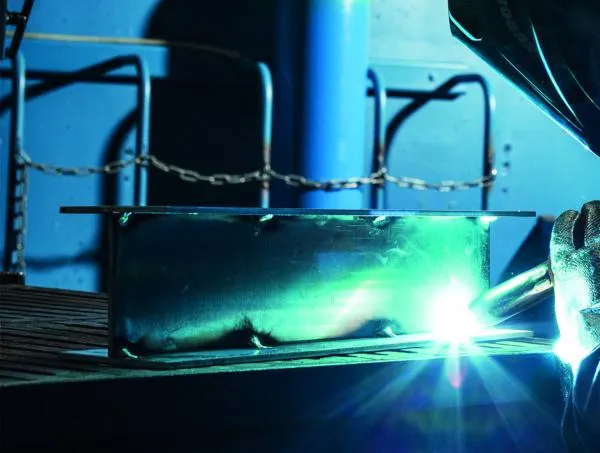
Slik fungerer MIG-sveiseprosessen
Ved metall-inertgassveising (sveiseprosess 131) av ikke-jernholdige materialer – sveiseprosess 131 (DIN EN ISO 4063) – tilføres det smeltende sveisetilsetningsstoffet – sveisetråden – mekanisk av en trådføring og smelter i lysbuen.
Det smeltede metallet stivner ved avkjøling og danner en pålitelig forbindelse mellom komponentene som skal sveises.
Under MIG-sveiseprosessen tilføres beskyttelsesgass gjennom en dyse. Dette forhindrer at oksygen og forurensninger fra atmosfæren trenger inn i sveisesjøen og beskytter dermed smeltebadet mot oksidasjon.
Tilførselen av prosessgasser beskytter sveiseområdet mot den omgivende atmosfæren.
Ved lysbuesveising av materialer som ikke-jernholdige metaller som aluminium, kobber eller titan, brukes inerte gasser som argon, helium og blandinger av disse. Forurensninger i prosessgassen som oksygen (O2), vanndamp (H2O) og støv etc. kan påvirke reaksjonen. Disse forurensningene er uønskede.
MIG-sveising av ikke-jernholdige metaller – prosessgassenes viktige rolle
Ved metall-inertgassveising spiller inerte gasser som argon, helium og blandinger av disse en viktig rolle. Gassene som brukes reagerer ikke med grunnmaterialene og tilleggsmaterialene.
Nye krav til egenskapene til ikke-jernholdige metaller er drivkraften for videreutvikling av sveiseteknisk bearbeidbarhet. Forutsetningen for MIG-sveising er et tynt oksidskikt og en ren overflate som sikrer en stabil lysbue.
ARCAL 31 N – prosessgass for høykvalitets lysbuesveising av ikke-jernholdige metaller
Ved sveising av aluminium ble rent argon brukt som beskyttelsesgass. Men allerede tidlig ble det forsøkt å kompensere for ulempene ved rent gass ved hjelp av tilsetningsstoffer.
Ved tilsetning av helium oppstår en høyere lysbuespenning og dermed en høyere varmetilførsel til arbeidsstykket. Nitrogen kan derimot forbedre innbrenningen ved sveising betydelig.
Disse tekniske funnene ble betydelig forbedret med ARCAL™ 31 N som prosessgass.
Den doterte nitrogenandelen har en lignende effekt som helium:
- innbrenningen blir dypere,
- porøsiteten reduseres,
- lysbuestabiliteten forbedres,
- varmetilførselen blir mer konsentrert,
- mindre sprut
Passende trykkregulatorer for MIG-sveising
Ved MIG-sveising spiller fortrykket en viktig rolle. Her skilles det mellom trykkregulatorer for 200 bar og 300 bar. Fortrykket til trykkregulatoren avhenger av trykket i gassflasken og kan ikke forveksles takket være forskjellige tilkoblinger.
Ved MIG-sveising beregnes behovet ut fra den nødvendige mengden beskyttelsesgass i liter per minutt. Innstillingsområdet velges fra 0 til 30 liter.
Opplæring og praktiske seminarer for ulykkesfri og sikker arbeid ved MIG-sveising
Ved MIG-sveising kan det oppstå farer som støy, røyk, elektrisk strøm og brannfare. Man må beskytte seg mot disse farekildene ved sveisearbeid. Det kan blant annet oppstå gnister. Noen ganger spretter også mindre slaggstykker av fra sveisearbeidet. Disse kan være farlige – ikke bare for den som arbeider, men også for omgivelsene. Man bør være spesielt oppmerksom på mulige brannfarer.
Opplærte medarbeidere er en forutsetning for sikker arbeid med gasser ved MIG-sveising i din bedrift – og er lovpålagt. Dra nytte av den omfattende kunnskapen og erfaringen til Air Liquides eksperter på tekniske gasser.
- Skal dine ansatte ha den nødvendige kunnskapen om sikker håndtering av gasser for å forhindre farlige situasjoner?
- Ønsker du å dokumentere dine medarbeideres kvalifikasjoner i håndtering av gasser?
- Skal dine ansatte kjenne til de viktigste egenskapene til de forskjellige gassene?
- Leter du etter praksisorienterte opplæringskurs som oppfyller kravene i arbeidsmiljøloven og forskriften om driftssikkerhet?
For å kunne bruke MIG-sveiseprosessen på en vellykket måte, må man kjenne til egenskapene som er beskrevet her. Man kan oppnå høyere lønnsomhet ved å velge det optimale gassen. Til MIG-sveising brukes normalt en gassblanding basert på argon (inert gass). Mangfoldet og universaliteten til ARCAL 31 N som beskyttelsesgass har ført til at den er blitt den dominerende gassen. Heliumtilsetninger utvider ytelsesområdet.

Våre brosjyrer om sveising med inert gass

Flere sveiseanvendelser
- MAG-sveising (metallaktivgassveising, beskyttelsesgassveising) lavlegert stål
- MAG-sveising (metallaktivgassveising, beskyttelsesgassveising) høylegerte stål
- MIG-sveising (metallisk inertgassveising, beskyttelsesgassveising) i jernbanevogn- og skipsbygging
- WIG-sveising
- Lasersveising
- Laserhybridsveising
- Plasmasveising
- Autogen sveising / gassveising