
Skjæring
I over 100 år har Air Liquide samarbeidet med forskjellige partnere innenfor metallbearbeiding. Vi har utviklet beskyttelsesgasser, utstyr og tjenester som kan hjelpe deg med å jobbe mer effektivt med sveising, skjæring, overflatebehandling, oppvarming og dyptemperaturbehandlinger.
Våre anvendelser for skjæring – fra gass til laser


Skjærebrenningsprinsippet

Brenngasskjæring brukes til å skjære vanlig konstruksjonsstål. Metodene som brukes, er både manuelle (håndskjærebrennere, mest for grove kutt) og mekaniske (skjærebrennermaskiner for kvalitetskutt).
Brenngasskjæring (med maskin) har mistet sin betydning i takt med utviklingen av høyfast stål og andre skjæreteknikker, som laserskjæring og plasmaskjæring. Likevel er dette fortsatt en økonomisk forsvarlig skjæreteknikk for platetykkelser fra 20 mm og oppover.
Brenngasskjæring er en forbrennings- og oksidasjonsprosess (under oksidasjon reagerer metall med oksygen) hvor en betydelig del av energien som kreves til prosessen, kommer fra forbrenningen av materialet. Ved brenngasskjæring er det mulig å arbeide med flere skjærebrennere samtidig.
Brenngasser for skjæring
Hvilken brenngass bør man bruke – og har oksygenets renhet noen betydning for prosessen?
Til flammen ved skjærebrenning kan man bruke «vanlige» brenngasser, dvs. acetylen, propan, naturgass (metan) eller etylen.
Ved skjærebrenning med maskin er kostnadseffektiviteten et viktig kriterium, men også driftsforhold som gassforsyning, gasspriser, gassforbruk med mer spiller inn. Det er viktig å ha en kraftig flamme (brenngass) for å starte skjæreprosessen og utføre skjærebrenningen.
Forbrenningen av hydrokarbonforbindelser skjer i to trinn. I primærflammen gir det tilførte oksygenet en ufullstendig forbrenning. I sekundærflammen forbrennes brenngassen fullstendig gjennom oksygenopptaket fra omgivelsesluften.
Brenngassene er forskjellige når det gjelder flammetemperatur og antennelses- og forbrenningshastighet, og dermed den primære flammeeffekten (kJ/cm2 s).
Når det gjelder gassbrenningsteknikken, er effekten av primærflammen særlig viktig.
Acetylen
- Høyeste flammetemperatur og primær flammeeffekt
- Høy skjæreytelse sammenlignet med andre brenngasser
Ved et permanent gassforbruk på > 500 l/t må man koble til flere gassflasker (gassflaskepakker). Gassforsyningen er derfor mer komplisert enn med propan eller etylen.
Propan
- Lavere primærflammeeffekt, noe som reduserer skjæreeffekten (særlig ved diagonalsnitt)
- Lang oppvarmings- og hullbrenningstid
Flammen bruker omtrent fire ganger så mye oksygen som acetylen. Propan lagres i flytende form, noe som innebærer at mer gass er tilgjengelig.
Oksygen
- Oksidere (brenne) stålet
- Kaste reaksjonsproduktene (slagg, jernoksider) ut av snittet og dermed gjøre snittet skarpere
Oksygen er prosessgassen, og
Oksygenet er nødvendig for å kunne brenne brenngassen (flammen) og en høy flammeeffekt gir mer effektiv skjærebrenning. Standard renhet og kvalitet for oksygen er 99,5 volumprosent (2,5). Denne kvaliteten er tilstrekkelig ved skjærebrenning. Med høyere oksygenrenhet, for eksempel 99,95 volumprosent (3,5), oppnår man en høyere skjæreeffekt med bedre snittkvalitet.
Gassforbruket avhenger av hvor stor brenneren er. Skjæretabeller er viktige dokumenter for at man skal kunne garantere snittkvaliteten og skjæreeffekten – grunnen til at man beregner parametere for brenngasskjæring.
Laserskjæring
Med laserskjæring kan komplekse komponenter som krever nøyaktige mål, produseres på en reproduserbar måte med et smalt snitt, liten varmepåvirket sone og utmerket snittkvalitet.
Det er enkelt å automatisere prosessen, og den er svært kostnadseffektiv ved bearbeiding av tynnmetaller. Innenfor bilindustrien har laserskjæring blitt en etablert metode for bl.a. varmbearbeiding av karosserideler. Med en omfattende produktportefølje under merkevaren LASAL tilbyr Air Liquide riktige løsning for alle behov.
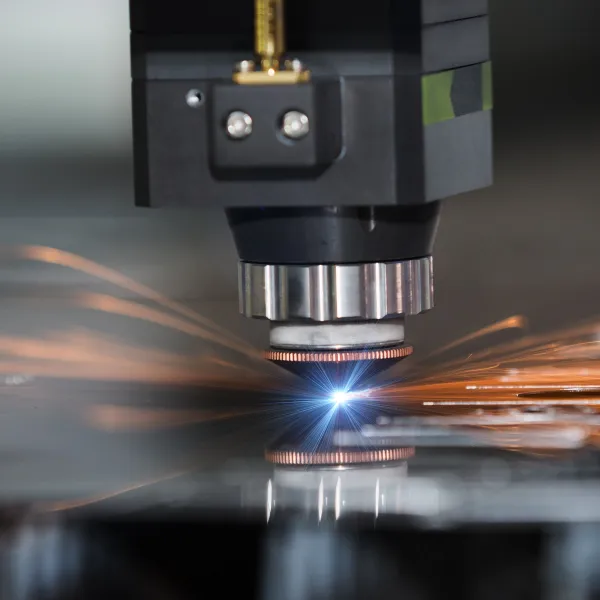
Lasersmelteskjæring
Med lasersmelteskjæring kan komplekse komponenter som krever nøyaktige mål, produseres på en reproduserbar måte med utmerket snittkvalitet. En laserstråle varmer opp materialet til smeltetemperatur, og skjæregassen kaster det smeltede materialet ut av seksjonen ved høyt trykk (opptil 25 bar).
Det er enkelt å automatisere prosessen, og på 2D- og 3D-laserskjæresystemer fra kjente produsenter som Trumpf, Amada, Bystronic og Prima Power kan en rekke materialer bearbeides, som austenittisk og ferritisk stål, høylegert stål, aluminium og titan. Det vanligste er å bruke nitrogen som skjæregass. Til spesielle materialer som titan brukes argon.
Air Liquide tilbyr spesielle prosessgassystemer for høytrykksnitrogen og høyrent argon samt resonatorgasser og systemer for karbondioksidlasere. Med utstyret vårt er skjæregassene alltid tilgjengelige – i riktig strøm og med riktig trykk.
Lasersublimeringsskjæring
Med lasersublimeringsskjæring kan avanserte komponenter som krever stor nøyaktighet, produseres av tynnveggede og følsomme materialer på en reproduserbar måte og med snittkanter av høy kvalitet.
Lasersublimeringsskjæring brukes til behandling av materialer som tre, papir og plast som ikke kan omdannes til flytende form. Ved lasersublimeringsskjæring fordampes materialet direkte av laserstrålen. En inert gass som nitrogen eller argon beskytter materialet mot oksidasjon og forbrenning.
Air Liquide tilbyr spesielle prosessgassystemer for nitrogen og argon samt resonatorgasser og systemer for karbondioksidlasere.
Laserskjærbrenning
Ved laserskjærbrenning varmes materialet opp av laserstrålen til antennelsestemperatur. Når oksygen tilsettes til skjæregassen, brennes materialet i skjæringen og kastes ut. Prosessen brukes ofte for ulegerte og lavlegerte stål. På samme måte som ved lasersmelteskjæring er det enkelt å automatisere prosessen, og på 2D- og 3D-laserskjæresystemer fra kjente produsenter som Trumpf, Amada, Bystronic og Prima Power kan en rekke materialer bearbeides.
Med LASAL tilbyr Air Liquide spesielle prosessgassystemer for tilførsel av høyrent oksygen under høyt trykk samt resonatorgasser og systemer for karbondioksidlasere. Med utstyret vårt er skjæregassene alltid tilgjengelige – i riktig strøm og med riktig trykk. Vi gir deg gjerne råd for akkurat din prosess og tilbyr en passende løsning med LASAL.
Plasmaskjæring

Med plasmaskjæring kan du skjære alle elektrisk ledende materialer, som ulegert, lavlegert og høylegert stål, nikkel, kobber, messing, bronse og aluminium samt legeringer av disse metallene.
Metoden brukes når materialet ikke lenger kan bearbeides med skjærebrenning. Den avsmalnende effekten til skjæredysen konsentrerer lysbuen kraftig – materialet i snittet smelter og blåses ut av plasmagassen. Plasmagasser må ikke reagere med wolframelektroden, og du må derfor velge en plasmagass som passer til materialet. Vi gir deg råd med valg, og vi tilbyr riktig løsning for din prosess med ARCAL Prime, ARCAL 15 eller nitrogen.
Gasser og utstyr



Pris eller produktforespørsel.
Skal vi hjelpe deg med å finne den riktige gassblandingen? Og til rett pris? Send inn dine opplysninger, så vil vi snarlig ta kontakt med deg.